
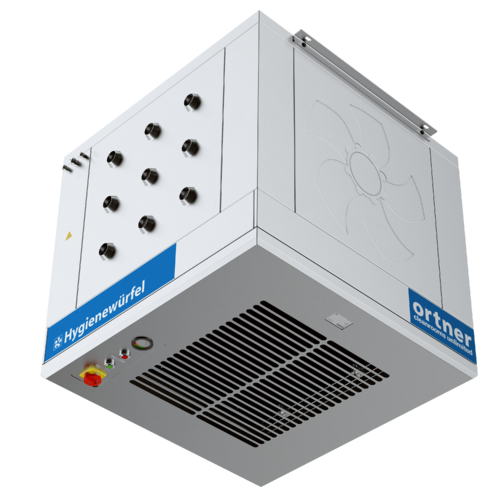
Since the food production facilities are often difficult to keep germ-free on all surfaces, Ortner has developed flexible equipment such as the hygienic cube. Hygienic cubes are autonomous units that ensure permanent air circulation.
The technology: The cleanroom quality is achieved by means of the dilution principle. Their high air volume makes hygienic cubes ideally suited for meeting cleanroom requirements. Application areas include both large and small room volumes, such as production rooms, logistics and transfer areas, pre-production, processing and primary packaging as well as cooling areas.
The advantages: The system operates exclusively in recirculation mode. The particle and microbiologically contaminated production air is sucked in by the hygienic cube, filtered free of particles, sterilized with UVc-irradiation and discharged. The system is designed to allow installation of the clean air outlet on one side, two sides, three sides or even on all four sides.